Endüvi Reaksiyonu ve Komütasyon
Endüvi Reaksiyonu: Doğru akım elektrik makinelerinde manyetik akı dağılımının bozulmasına endüvi reaksiyonu denir. Akımın yön değişikliğine ise komütasyon denir.
Ama diğer bölümde alan kuvvetlenmesi oluşur. Bir tarafta oluşan alan zayıflaması kadar diğer tarafta oluşan alan kuvvetlenmesi aynı miktarda değildir. Çünkü manyetik alanın artışı kuvvet çizgilerinin kutbun bir yanına yığılması, o kısımda manyetik doyma meydana getirir.
Doymanın oluşması manyetik alanın daha fazla artmasına engel olur. Bundan dolayı kutupların meydana getirdiği toplam manyetik alan değerinde azalma olur. Doğru akım makinesinin kutupları arasındaki kuvvet çizgilerine dik olan eksene nötr ekseni denir. Normal de fırçalar, nötr ekseni üzerine konulur.
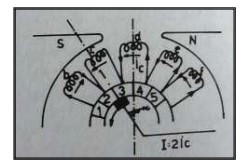
Şekil de görüldüğü gibi, kutuplar arasındaki nötr ekseninde bir kayma olmuştur. Oluşan bu kayma sonunda nötr ekseni üzerinde bulunan bobinlerde bir gerilim indüklenir. Bu gerilim, fırçaların bobini kısa devre ettiği an bir şerare oluşmasına neden olur.
Böylece fırçaların yeni nötr ekseni endüvi dönüş yönünde ( ∞) açısı kadar kaymıştır. Bu durum dinamo için geçerlidir. Motorlarda kayma, dönüş yönünün aksi yönünde olur. Endüvi akımı arttıkça fırçaların daha fazla kaydırılması gerekir.
Bu ise uygulamada çok zor olur. Bu bakımdan fırçalar, makine 2/3 yükte çalışırken kaydırılıp ayarlanır. 2/3 yük için çalışma normaldir. Daha fazla veya az yüklerde bir miktar ark oluşur.
Endüvi Reaksiyonuna Karşı Alınan Önlemler
Endüvi reaksiyonundan dolayı nötr ekseninde bulunan fırçalarda ark (şerare) oluşur. Bu durum fırça ve kollektörlerin kısa zamanda aşınmasına sebep olur. Bundan dolayı fırçalar endüvinin dönüş yönünde bir miktar kaydırılır. Endüvi reaksiyonunun makine üzerindeki manyetik akıyı azaltıcı etkisinin önlenmesi için bazı önlemler alınır.
- Kutup ayaklarını tarak şeklinde yapmak
- Kutup ayaklarına oyuklar açmak
- Yardımcı kutup kullanmak
- Kompanzasyon sargısı kullanmak
Kutup Ayaklarını Tarak Şeklinde Yapmak
Endüvi reaksiyonu için önlemlerden birisi endüvide kutup ayaklarını tarak şeklinde yapmaktır. Bunun için kullanılacak sac levhaların birer kulağı kesilir. Bu sac levhalar bir ters bir düz gelecek şekilde birbirine perçinlenir. Böylece kutup ayağı oluşturulur.

Bu şekilde kutup pabuçlarının yan kısımları bir tarağı andırır. Bu durumda kutupların yan kısmındaki demir kesiti yarıya düşürülmüş olur. Kutup ayağının uç kısmındaki kesit yarıya indirildiğinden çok az bir manyetik akı artışında kutuplar doyuma ulaşır.
Böylece kutbun bu bölümündeki alan artışı önlenir. Ana kutup alanı ve nötr ekseninde az bir kayma oluşur. Nötr eksenindeki kayma azalmış, ama ana alandaki zayıflama önlenememiştir. Bu yöntemle fırçaların kaydırılması önlenmiş olur. Ancak endüvi reaksiyonunun etkisi tam olarak ortadan kaldırılmamıştır.
Kutup Ayaklarına Oyuklar Açmak
Ana kutuplar üzerine kutup ekseni paralel olacak şekilde oluklar açılır. Endüvi manyetik alanının yol uzunluğunun ve manyetik direncinin arttırılması sağlanır. Böylece endüvi kutuplarına oyuklar açılarak reaksiyonunun etkisi azaltılmış ve doyma sınırı yüksek olmuştur.

Oyuklar açılırken önemli bir konu oyuklar ana manyetik akıyı azaltmayacak şekilde olmalıdır. Yoksa endüvide indüklenen elektromotor kuvvet (EMK) te bir azalma olabilir. Ama bu yöntem de endüvi reaksiyonunun etkisini tamamen ortadan kaldırmaz. Bu sistem sabit güçlü makinelerde kullanılır.
Yardımcı Kutup Kullanmak
Endüvinin oluşturduğu alan nötr ekseni doğrultusundadır. Bu bölgedeki alana eşit ve zıt yönde bir alan meydana getirilirse, her iki alan birbirini yok eder. Böylece endüvi reaksiyonun etkisi ortadan kalkar.

Yardımcı kutupların oluşturacağı alanın endüvi alanına eşit olması için endüvi akımı yardımcı kutup sargılarından da geçirilir. Endüvi dönüş yönüne göre ana kutuptan sonra gelen yardımcı kutuplar ana kutbun tersi olarak isimlendirilir.
Endüvi reaksiyonunun etkileri tamamen önlenemez. Çünkü yardımcı kutbun alanı ana kutupların altındaki bölgede etkili olmaz. Nötr eksende endüvinin oluşturacağı alana eşit büyüklükte ve zıt yönde bir alan oluşturarak, endüvi reaksiyonunun etkilerini sönümler.
Komütasyonda kullanılan yardımcı kutuplarla aynı kutuplardır. Yani yardımcı kutuplar kullanarak komütasyonu kolaylaştırma, hem de endüvi reaksiyonunu sönümleme fonksiyonları gerçekleştirilebilir.
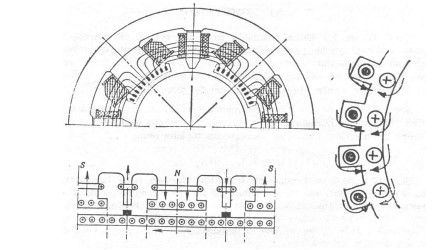
Kompanzasyon Sargısı Kullanmak
Büyük güçlü makinelerde endüvi reaksiyonunun etkisi gidermek için kullanılan bir yöntemdir. Kompanzasyon sargıları ana kutuplar altına açılan oyuklara yerleştirilir. Bu sargılarından geçen akım endüvi sargılarından geçen akımın tersi yönündedir. Bundan dolayı oluşacak olan manyetik alanlar birbirine zıt yönlü ve eşit büyüklükte olurlar. Manyetik alanların birbirine eşit olması için endüvi sargılarından geçen akım kompanzasyon sargılarından da geçirilir. Böylece endüvi alanının etkisi kaldırılacak ve endüvi reaksiyonu sönümlenmiş olacaktır.
Komütasyon Nedir?
DA makinelerinde endüvideki bir bobinde, kolektör dilimleri ve fırçalar yardımıyla akımın yön değiştirmesine komütasyon denir.
Komütasyonu Bozan Etkenler
Elektriki arızaların dışında mekaniki olarak da birçok arızalar meydana gelebilir.
- Dilimler arasındaki mikaların yüzeyden taşmış olması durumunda fırçalar kollektör yüzeyine iyi basamayacağı için ark oluşur. Bu durumu önlemek için mikalar bakır yüzeyden 1 – 1,5 mm. aşağıda olmalıdır.
- Kollektörün yuvarlak olmaması, ısı etkisi ile endüvinin bozulması. Bu durumu önlemek için kollektörler sık sık kontrol edilmelidir.
- Fırçaların bağlanışında bir hata olması, fırçaların kollektör yüzeyine uygun basınçla basmalıdır. Bu basınç normalde 150—250 gr/cm civarındadır ve bu baskı bir yay ile sağlanır. Yay basıncı sık olarak kontrol edilmelidir.
- Kömür ile fırça yuvası arasındaki boşluğun az veya fazla olması. Ayrıca fırçalar arasındaki uzaklık eşit olmalıdır. Fırçaların düşük kalitede olması da arkın oluşumuna sebeptir. Komütasyonun zor olduğu durumlarda geçiş direnci yüksek olan fırçalar kullanılır. Bu sayede komütasyondaki bobinde akımın yön değiştirmesi çok kolaylaşır. Ayrıca, fırçalar kollektör yüzeyine uyacak şekilde alıştırılması sağlanmalıdır.
Komütasyonu kolaylaştırmak için; fırçaları kaydırma ve yardımcı kutup kullanma yöntemleri kullanılmaktadır.
Bir doğru akım (DC) elektrik makinesi, normal çalışırken indüklenen karşılıklı gerilimler aynı polariteye sahiptir. Endüvi sargılarından akım geçerken her kutbun altındaki iletkenlerden geçen akımın yönü, iletkenlerden geçen akım yönü ile aynıdır.
Rotorla hareket eden iletkenler, akımın yönü bir kutbun altından diğer kutbun altına geçmesiyle yön değişikliğine uğrar. Bobin iletkenlerinden geçen akımın bu yön değiştirmesi olayına komütasyon denir.
Akım yön değiştirirken kollektörler ve fırçalar da yardımcı olur. Endüvi hızla dönerken bobinden geçen akımın yön değiştirmesi çok hızlıdır. Bundan dolayı bobin üzerinde Lenz Kanununa göre alanın azalmasını önleyecek şekilde küçük bir öz indüksiyon emk’sı indüklenir. Bu gerilim de komütasyon sırasında fırça ve kollektör arasında ısınma oluşturur ve elektriksel ark (şerare) meydana getirir.
Komütasyon durumu DC elektrik makinelerinde kaçınılmazdır. Komütasyon sebebiyle ark oluşumu fırça ve kollektör aşınmasına yol açar. Bu durum için bir takım önlemler vardır. Bu önlemler aynı zamanda komütasyonu kolaylaştırıcı etkiler de gösterir.
Arkın Önlenmesi
Arkın önlenmesi için komitasyonu kolaylaştırıcı önlemler alınabilir. Bunlar;
- Fırçaları kaydırmak
- Yardımcı kutup kullanmak.
Fırçaları Kaydırmak
Endüvide bu yöntem fırçaların dönüş yönünde kaydırılması esasına dayanır. Bobin üzerinde meydana gelen gerilime karşı bir etki ile sönümleme mantığı vardır. Bu durumda kısa devre olan bobin, nötr eksen üzerinde değil de kutupların etkisinde olan bölgelere gelir. Böylece zıt kutbun etkisi ile bobin üzerindeki gerilime etki yapılarak negatif etki ortadan kaldırılır. Arkın meydana gelmesi engellenip komütasyonun daha kolay gerçekleşmesi sağlanır.

Fırçalar, endüvinin dönüş yönünde bir miktar kaydırıldığında, üzerindeki akımın yönü değişir. Bobin zıt kutbun etkisi altına gireceği için öz indüksiyon EMK’ sının etkisi yok olur. Akım kolay bir şekilde yön değiştirir ve yön değiştirme sırasında ark oluşmaz. Akım hızlandırılmış komütasyon eğrisini izler.
Endüvide Yardımcı Kutup
Yardımcı kutup yönteminin mantığı, fırçaları nötr ekseninden kaydırmadan nötr eksende sabit tutar. Bobinin diğer kutbun etkisine girerken üzerinde oluşacak öz indükleme EMK’ sı yok edilmelidir. Bundan dolayı fırçalarda ark meydana gelmesinin önlenmesi gerçekleşir. Nötr ekseni üzerine yerleştirilen yardımcı kutuplar, bobinin kurtulduğu kutbun zıttı olacak şekilde kutuplandırılır. Bu yöntem genellikle modern DC elektrik makinelerinde tercih edilir.
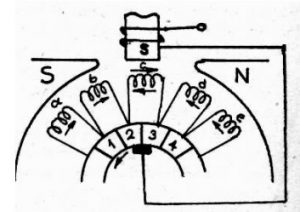
Yardımcı kutuplardan endüvi akımı geçirilir. Böylece endüvi manyetik alanı yüke göre değişir. Buna karşılık endüvi manyetik alanı aynı oranda ve zıt yönde yardımcı kutbun değeri de herhangi bir ayarlamaya gerek kalmadan değişir. Yardımcı kutupları bulunan bir DA makinenin endüvi reaksiyonuna karşı, hem de komütasyonu kolaylaştırıcı görev yapar.




Bir yanıt yazın